
この記事の概要
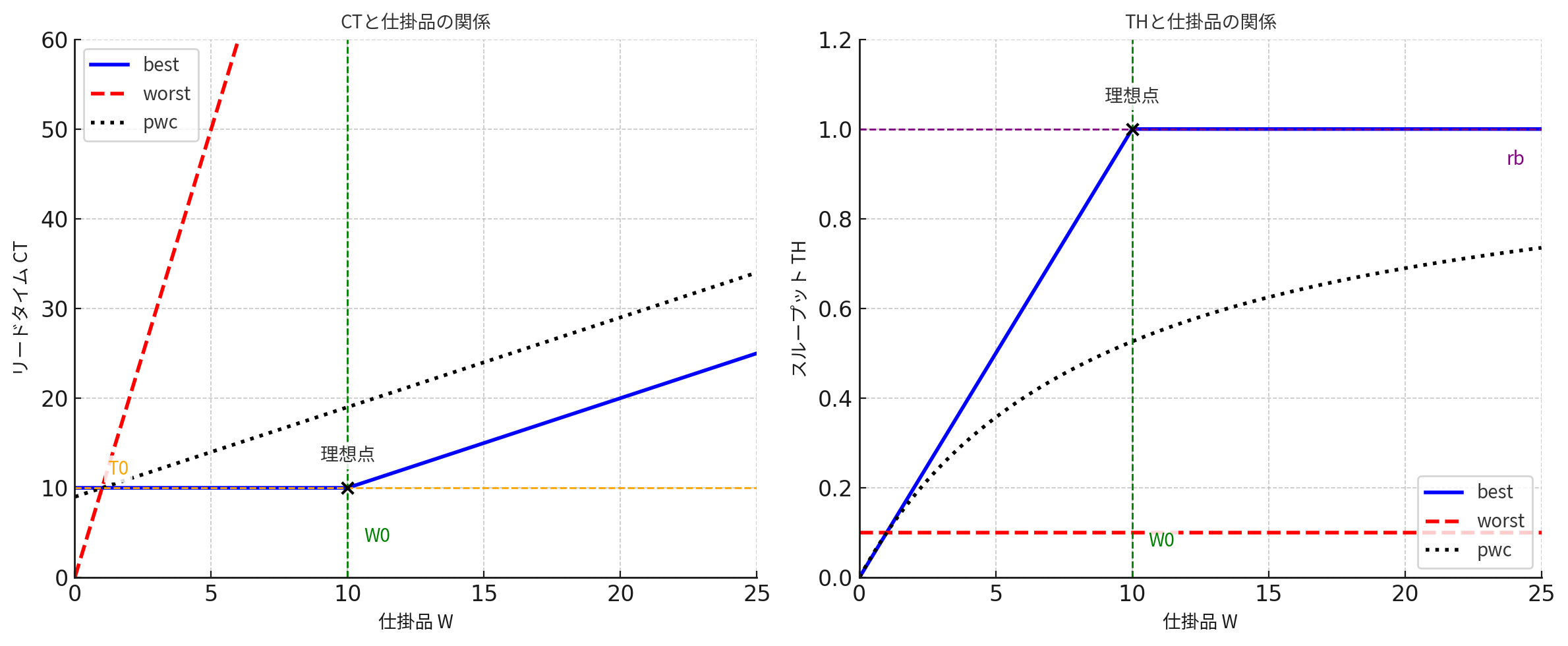
Factory Physicsの3本曲線を使いこなすには、まず「T₀・r_b・W₀」を測ることから。
加工時間・ボトルネック能力・理想仕掛品量を数値化すれば、工場の“現在地”が見えてくる。
本文ダイジェスト
T₀は「純加工時間」──待ちや段取りを除いた、純粋な加工時間の合計。
r_bは「ボトルネック能力」──最も遅い工程の平均処理数で、工場の最大スループットを決める。
W₀は「理想仕掛品量」──W₀=r_b×T₀で求め、過不足の判断基準となる。
T₀を測れば理論最短CTが、r_bを測れば現実の制約が、W₀を求めれば理想点が可視化される。
まずはストップウォッチと日々の処理数記録でOK──そこから“見える工場”づくりが始まる。
noteで全文を読む
本記事の詳細は、以下のnoteでご覧いただけます。








コメント